The automatic standardization of milk and cream has become a key and strategic process for modern dairies. REDA solutions, thanks to their very high precision and reliability, give several advantages compared to other method.
Normally milk is standardized by adjusting the fat content in the milk and cream by mixing directly in the storage tanks. This means loss of time and additional costs for the necessary handling and controls. Furthermore, it is very difficult to obtain the exact concentration of the cream and to avoid residues at the end of the standardization process.
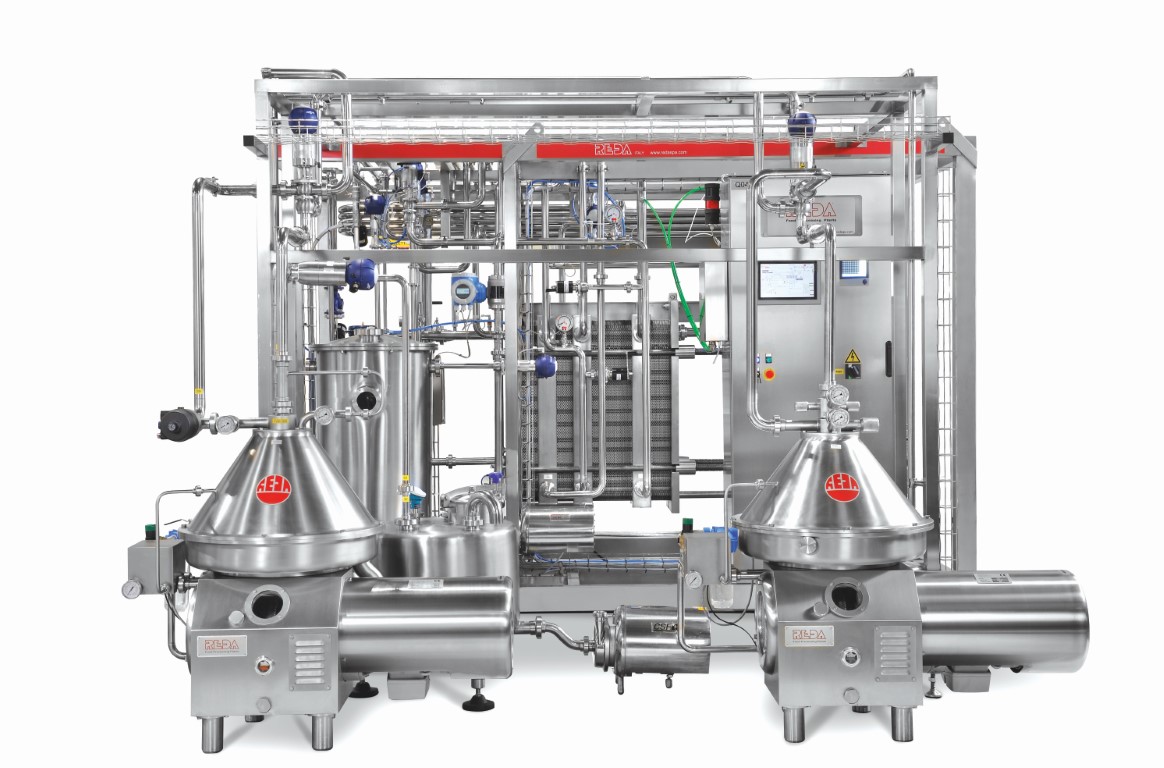
REDA milk standardization unit: precision and automation for minimized cream giveaway
REDA automatic standardizers of RTM series are designed to get both in-line standardization of milk and cream at the same time.
RTM direct in-line standardization system guarantees a very high level of precision in standardization thanks to the automatic adjustment system that takes into account the real operating conditions. In every moment, the system recognizes the fat level into the incoming milk and calculates the flows of milk and cream, acting by consequence on automatic regulation valves.
Parameter adjustments are possible during operation without stopping the process
Get the most together with a REDA skimming dairy separator
These units are conceived to work together with a skimming separator and in‐line with the pasteurization plant. Is possible to integrate it into existing systems or new installations and can also be used to upgrade milk skimming separators.
Technical features of RTM milk standardizer
Very high precision, fast speed regulation and constant results are the main advantages of the REDA RTM standardizers.
Flow capacity up to 50.000
Precision in the milk: +/- 0.01%
Precision in the cream: +/- 0.2%
RTV: a simpler version but with the same working principle
The RTV automatic standardization system is also based on same working principles of RTM version, but it requires manual entry of the raw milk fat content and the flow capacity of the plant into the HMI of the unit.