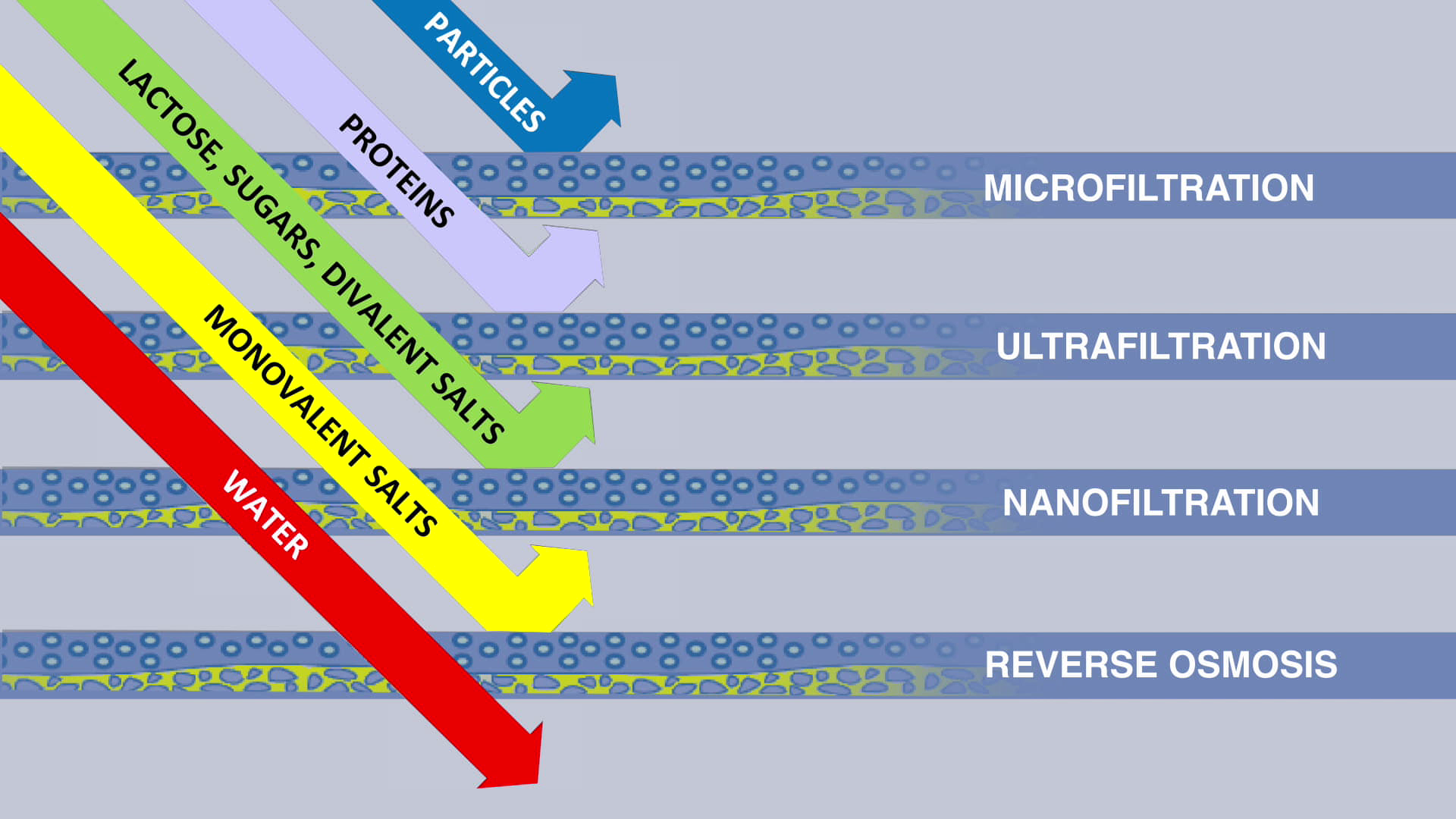
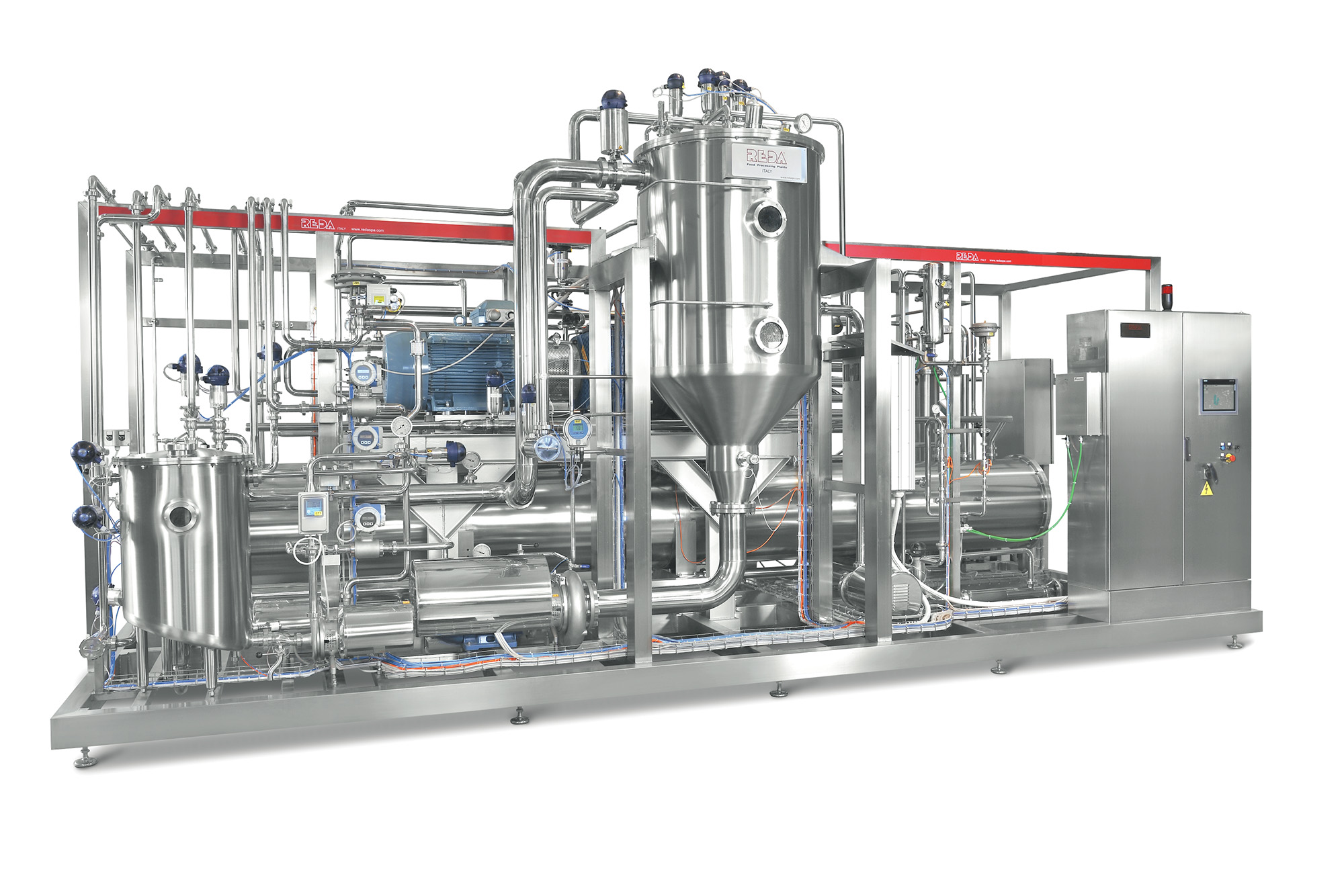
To complete the offer of process plant, REDA supplies a technologically advanced solution in the field of membrane filtration such as: Microfiltration, Ultrafiltration, Nanofiltration, Reverse Osmosis.
Membrane concentration solutions for the dairy industry
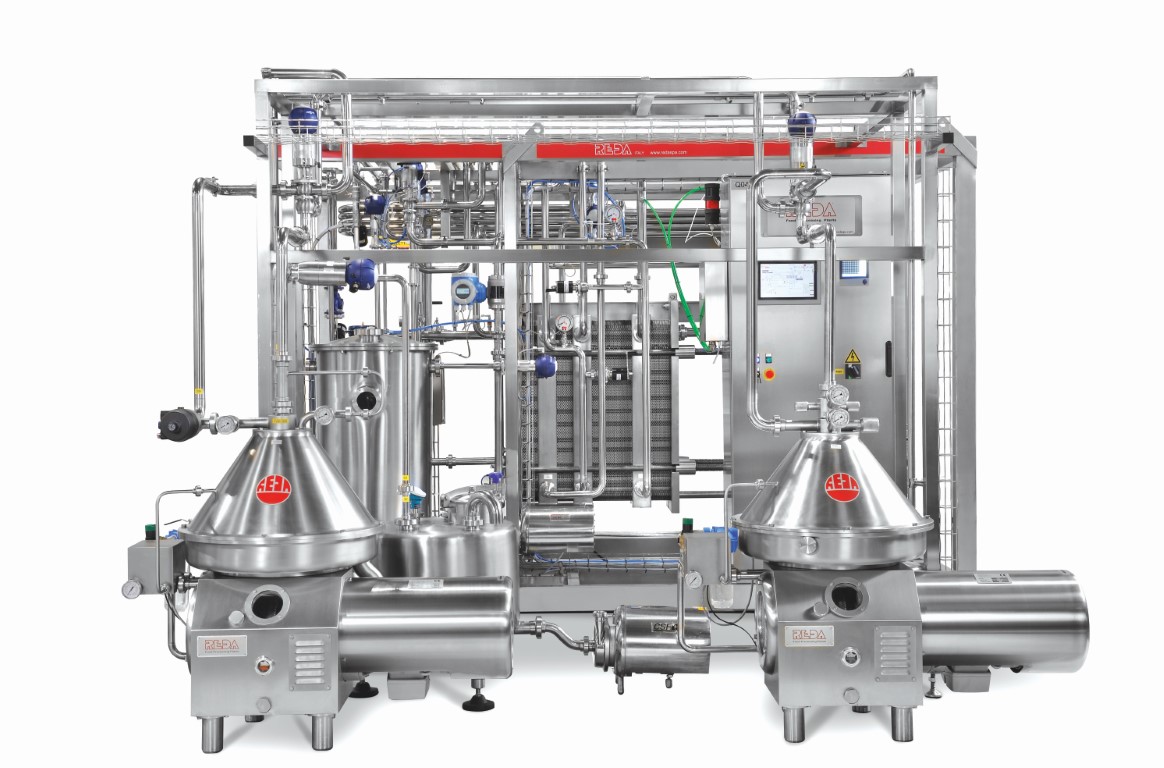
Reliability, efficiency and high performance are features common to all REDA membrane installations.
Whey concentration performed with membrane filtration is complementary to REDA’s automatic separators pre-treatments (clarification, bacteria removal, cream separation).
These units are engineered and manufactured to have low operating costs and easy maintenance, designed on pre-assembled and modular skid, optimized for easy installation and commissioning. The solutions proposed by REDA are always flexible and based on a reliable and proven technology.
Ultrafiltration
Specifically, these units are designed for the continuous concentration of whey or milk, before of subsequent treatments, to produce Whey Protein Concentrates (WPC) or Milk Protein Concentrates (MPC), and the standardization of proteins in milk for cheese production.
Microfiltration
Generally, the applications concern the removal of pathogenic cells and bacteria from liquid food products (microbiological stabilization of milk, whey, water, etc.), the fractionation of milk proteins, the regeneration of chemical solutions of CIP cleaning, the final treatment of purification wastewater from industrial processes. Further specific applications in the dairy sector may concern the treatment of milk for the production of ESL (Extended Shelf Life) fresh milk, the continuous purification of brine, the continuous purification of the cooling water of hardening line for mozzarella cheese.
Nanofiltration
Nanofiltration is a unique filtration process designed to achieve highly specific separation of low molecular weight compounds such as minerals and salts from complex process flows.
With the Nanofiltration units it is possible to continuously concentrate dairy products before transport or further processing. These units are therefore an optimal solution for the pre‐concentration or concentration of the product (typically the concentration of whey, of the milk itself or of the Ultrafiltration permeate), the demineralization of the whey, the desalination and the removal of water.
Reverse Osmosis
The typical application in the dairy industry concerns the continuous concentration of products before their transport or subsequent processing: pre‐concentration of milk and whey, polishing treatment of the whey permeate from Reverse Osmosis, Nanofiltration or from Ultrafiltration, processing of white water and condensate from the evaporation processes.
INSTALLATIONS / CASE HISTORY
MEMBRANE CONCENTRATION
Membrane concentration plant can also be used for: